Tool life is treated as evidence, not a slogan.
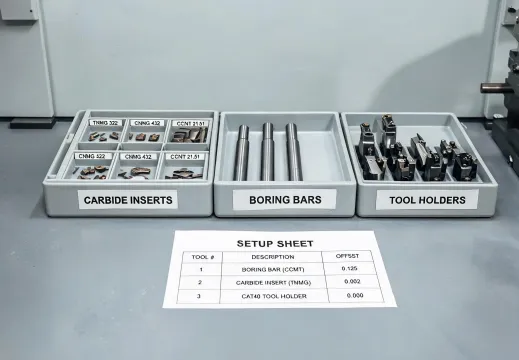
Recommendations are tied to material group, cutting length, coolant access, holder overhang, and finish target. The review note explains why a grade, chipbreaker, or anti-vibration boring bar belongs on the operation instead of stopping at a catalog part number.